-1666348987.jpg) We zijn het adres voor het huren van basklarinetten en saxofoons.
We zijn het adres voor het huren van basklarinetten en saxofoons.



De uitdaging van een mondstuk frezen
Het printen van een mondstuk op de 3D printer lukt heel goed, maar er zijn liefhebbers van een gefreesd mondstuk. Het liefst uit hardrubber.
Omdat dit toch wel een andere techniek is dan printen hebben we een goedkopen 5 assige CNC freesmachine aangeschaft om ervaring mee op te doen.
Nou dat leverde wel de nodige inzichten. In dit artikel worden een aantal van die inzichten weergegeven.
De machine

Dit is de basis van de machine. In het midden zie je de freesmotor. Die kan op en neer (Z-as) naar links en rechts (X-as) en naar voor en achteren (Y-as) bewegen.
De frees beweegt boven een tafel waarop je materiaal moet bevestigen.
We zijn begonnen met eenvoudige werkstukken met alleen de X Y en de Z as. Het eerste leerpunt (1) is dat er behoorlijk krachten op het werkstuk worden uitgeoefend.
Het moet behoorlijk goed vast gezet worden op het ondervlak.
Daarnaast wil je soms iets uit een plaat messing frezen waarbij je tot op de bodem van het materiaal wegfreest. Als je dat op werkvlak monteert, dan frees je dus door je materiaal in je werkvlak. Dat is niet de bedoeling er moet een vlakke plaat multplex tussen waar je zonder problemen in kunt frezen (les 2). Het frezen maakt overigens best veel herrie en stof, veel meer dan de rumoerigste 3D printer (les 3).
Frezen met 3 assen
Met drie assen kun je maar moeilijk een mondstuk frezen.
In theorie zou het kunnen in een stuk of vijf stappen.
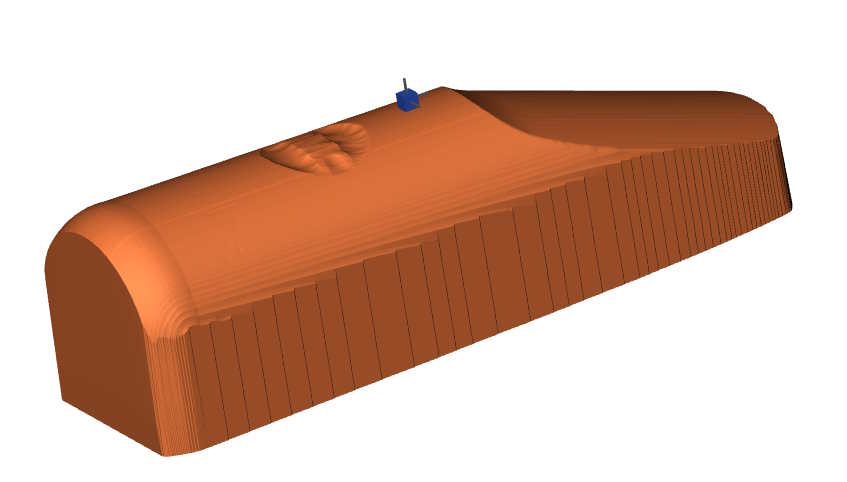
Dan frees je eerst de bovenkant:
Dan draai je het werkstuk om en freest de kant van de tafel:
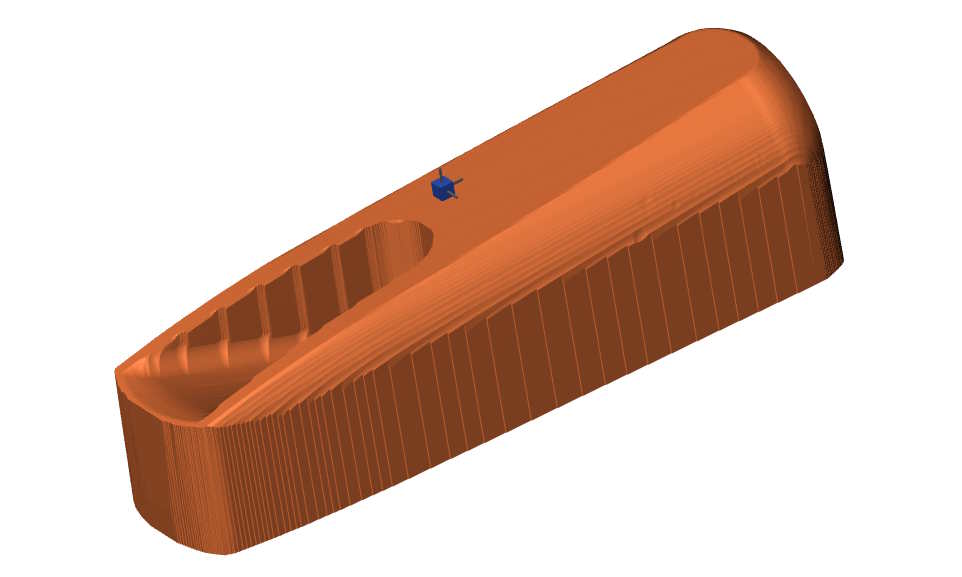
Dan kun je ook nog een slag draaien en de boring frezen.
Het lastige dat de kamer niet altijd rechte wanden heeft maar soms ook holle wanden waardoor je eigenlijk het werkstuk een graad of 45 zou willen roteren.
Nou daar komt de vierde as mooi van pas.
De vierde as

Met de vierde as kun je je werkstuk heel nauwkeurig roteren. Je kunt dan heel nauwkeurig de kamer onder een hoek van 45 graden uithollen en dus perfecte holle zijwanden van de kamer frezen.
Maar zelfs als dit perfect zou lukken, dan zijn er nog steeds uitdagingen.
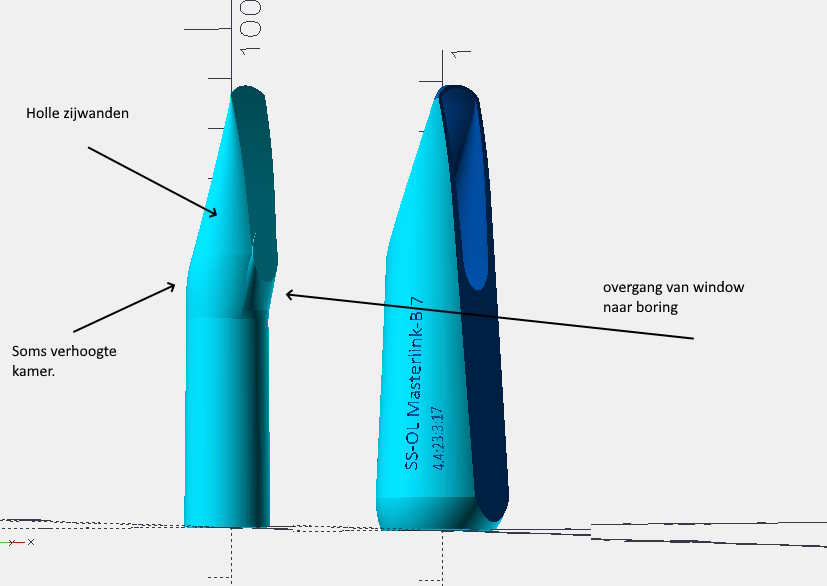
in de afbeelding hierboven is naast het mondstuk ook het inwendige afgebeeld.
De moeilijkheid zit hem op een paar punten.
- de zijwanden zijn soms uitgehold
- met ene rechte frees kun je met 3D frezen alleen maar rechte zijwanden frezen. Maar zoals hierboven beschreven kun je met een vierde as met een rotatie van circa 45 graden die holle zijwanden door de opening in de tafel (de window) dit wel frezen.
- de overgang van de window opeking naar de boring, daar kun je vanuit de buitenkant niet goed bij.
- Om dat te frezen moet jhe het mondstuk kantelen onder een hoek van circa 20 graden. Dat kan in theorie met een vijfde as.
- sommige mondstukken hebben een verhoogde kamer.
- Als de kamer uitsteekt voorbij de boring dan is die ook niet te frezen via een lange frees door het gat van de boring. Dan moet ook met het mondstuk onder een complexe hoek door het gat in de tafel (de window) dit met een lange frees worden geraliseerd.
We hebben dus een 5e as nodig.
De 5e as
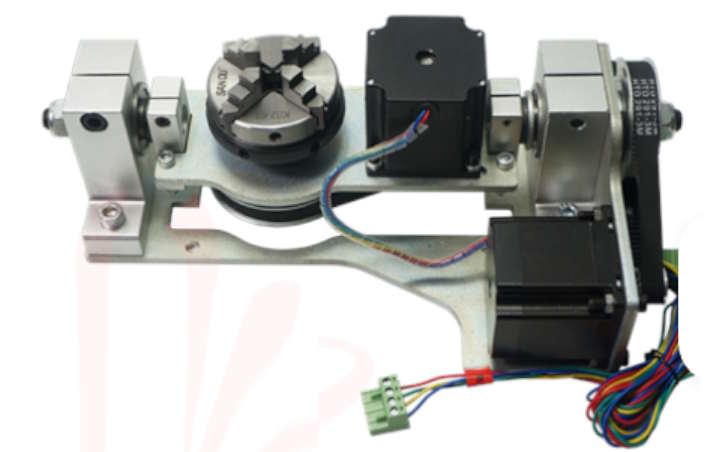
Bij de machine zit ook een systeem voor wat een vijfde as wordt genoemd.
Het principe is leulk. Het werkstuk kan in een klauwplaat worden geklemd die 360 graden rond kan draaien. Die klauwplaat zelf zit op een andere as die ook rond kan draaien. Op die manier kun je een werkstuk onder allerlei hoeken plaatsen en in de gekste hoeken komen met een frees.
De nauwkeurigheid
Die compacte freesmachine lijkt dus van alle markten thuis. Maar kun je ook een mondstuk frezen met een nauwkeurigheid in de ordegrootte van 0.1mm,? Dat is de vraag.
Een klauwplaat met beperkingen
De klauwplaat van de 5e as is maar klein. De diepte waarin het werkstuk wordt geklemd is maar 10mm en dat is niet stabiel genoeg om onbeweeglijk te blijevn zitten onder de invloed van de krachten van een frees
Daarnaast vereist nauwkeurig frezen dat de centerlijn van de 5e as in de 0 graden positie exact in lijn staan met het x-Y vlak van de 3D frees en met name met de beweging in de Y richting. Als het ook maar een halve graad afwijkt dan krijg je een misvormde tip van het mondstuk.