-1666348987.jpg) We zijn het adres voor het huren van basklarinetten en saxofoons.
We zijn het adres voor het huren van basklarinetten en saxofoons.



 Een mondstuk van Accoya hout
Een mondstuk van Accoya hout
Het printen van een mondstuk op de 3D printer lukt heel goed, maar er zijn liefhebbers van een gefreesd mondstuk. Het liefst uit hardrubber.
Omdat dit toch wel een andere techniek is dan printen is een goedkope 5 assige CNC freesmachine aangeschaft om ervaring mee op te doen.
Verder leek het wel interessant om verduurzaamd hout als materiaal te kiezen: Accoya.
Nou dat leverde wel de nodige inzichten op/ In dit artikel worden een aantal van die inzichten weergegeven.
Samenvatting
Om alle holten in een mondstuk nauwkeurig te maken met een CNC frees heb je of een dure (500k) machine met 5 assen nodig of je freest twee helften die je vervolgens op elkaar lijmt. We hebben dat laatste maar eens geprobeerd met een voordelige CNC machine. Dan frezen we eerst twee keer de binnenzijde en dan draaien we het werkstuk om en dan frezen we de buitenzijde. Om dat nauwkeurig te doen staat die frees zo'n beetje een hele werkdag zaagsel te maken. Het eerste resultaat ziet er wel leuk uit en is ook speelbaar. Maar het is wel goed om het ontwerp voor het lichte materiaal wat aan te passen zodat het wat meer volume krijgt.
Het hierboven afgebeelde mondstuk is een remake van een vintage Otto Link Masterlink voor bariton.
Hieronder voor de liefhebbers de uitgebreid versie van het hele proces.
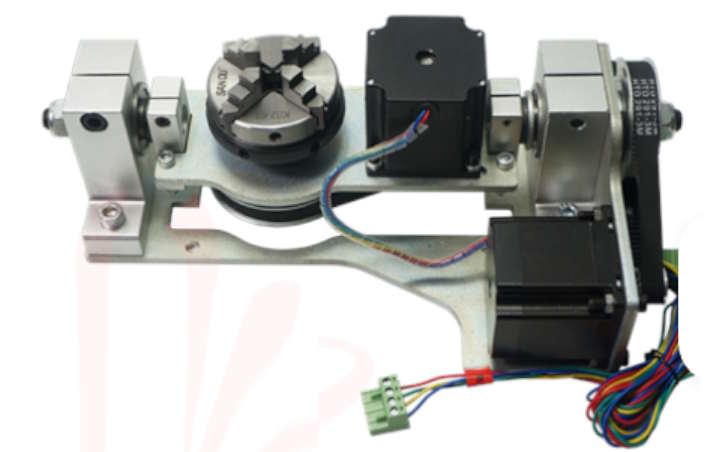
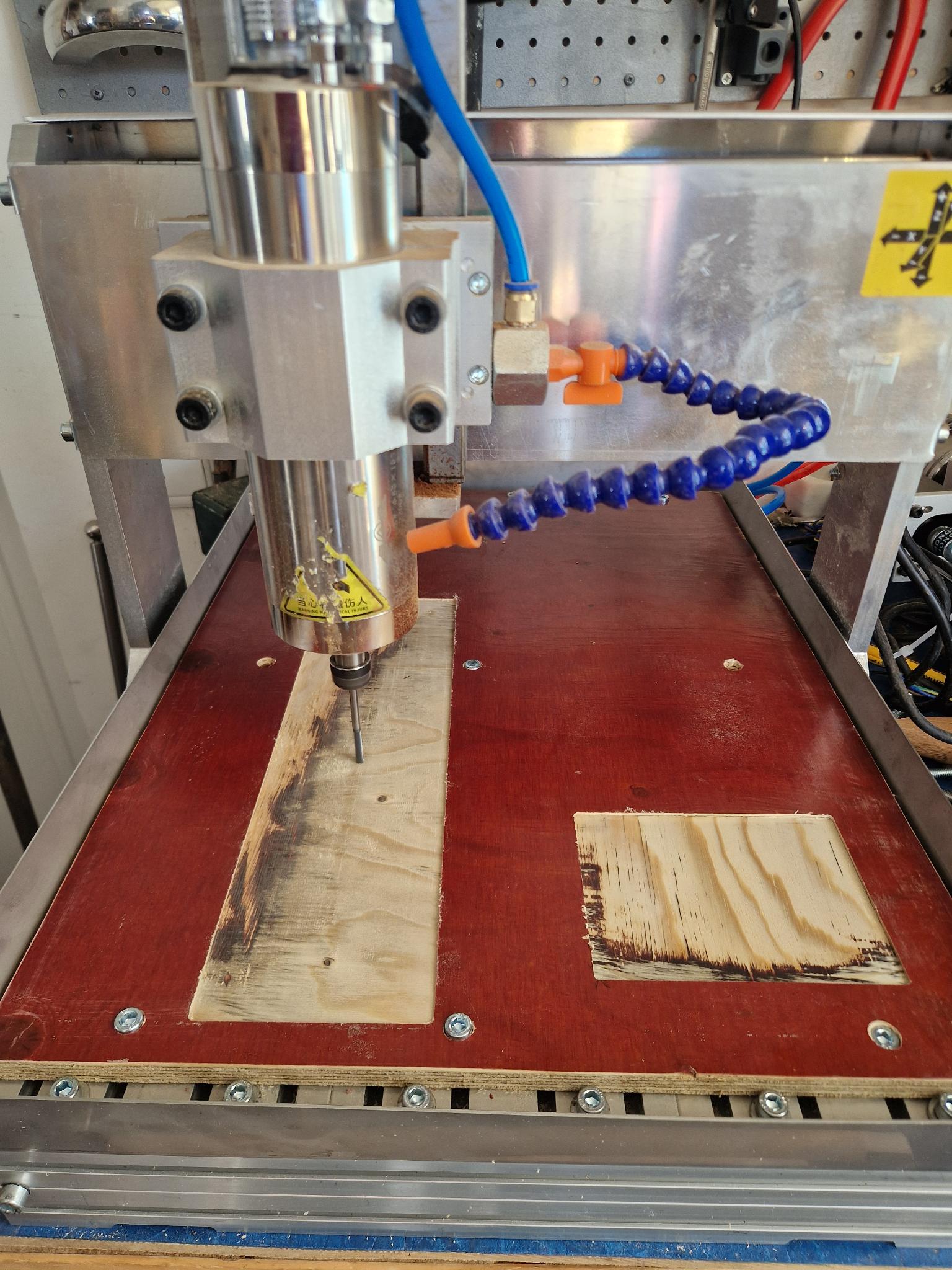
De machine

Dit is de basis van de machine. In het midden zie je de freesmotor. Die kan op en neer (Z-as) naar links en rechts (X-as) en naar voor en achteren (Y-as) bewegen.
De frees beweegt boven een tafel waarop je materiaal moet bevestigen. Het ziet er allemaal best degelijk uit. De machine loopt als een zonnetje en alle stappenmotoren doen na wat opstartproblemen waarvoor ze zijn aangesteld.
We zijn begonnen met eenvoudige werkstukken met alleen de X, Y en de Z as. Het eerste leerpunt (1) is dat er behoorlijk krachten op het werkstuk worden uitgeoefend.
Het moet behoorlijk goed vast gezet worden op het ondervlak.
Daarnaast wil je soms iets uit een plaat messing frezen waarbij je tot op de bodem van het materiaal wegfreest. Als je dat op werkvlak monteert, dan frees je dus door je materiaal in je werkvlak. Dat is niet de bedoeling. Er moet een vlakke plaat van bijvoorbeeld multplex tussen waar je zonder problemen in kunt frezen. Het frezen maakt overigens best veel herrie en stof, veel meer dan de rumoerigste 3D printer. En het duurt lang..
Frezen met 3 assen
Met drie assen kun je in theorie een mondstuk frezen.
In theorie zou het kunnen in een stuk of vijf stappen.
Dan frees je eerst de bovenkant:
Dan draai je het werkstuk om en freest de kant van de tafel:
Dan kan het werkstuk op zijn kop worden gezet en kan met een lange frees de boring worden gefreesd.
Dit zou bij eenvoudige mondstukken nog wel kunnen werken. De zijwanden van de kamer moeten dan recht zijn en de vorm van de boring moet ook niet te complex zijn. In de praktijk voldoen juist de interessant mondstukken niet aan deze eisen.
Die hebben bijvoorbeed holle zijwanden, die je eigenlijk met het werkstuk onder een hoek van een graad of 45 zou moeten frezen.
Dat is precies wat de uitbreiding met de vierde as mogelijk maakt.
De vierde as

Met de vierde as kun je je werkstuk heel precies roteren. Je kunt dan heel nauwkeurig de kamer onder een hoek van 45 graden uithollen en dus perfecte holle zijwanden van de kamer frezen. Het mondstuk kan bijvoorbeeld in 8 freesstappen die steeds 45 graden verschilen worden gefreesd. Maar zelfs als dit perfect zou lukken, dan zijn er nog steeds uitdagingen. Er zijn namelijk holtes die ook op deze manier niet worden bereikt.
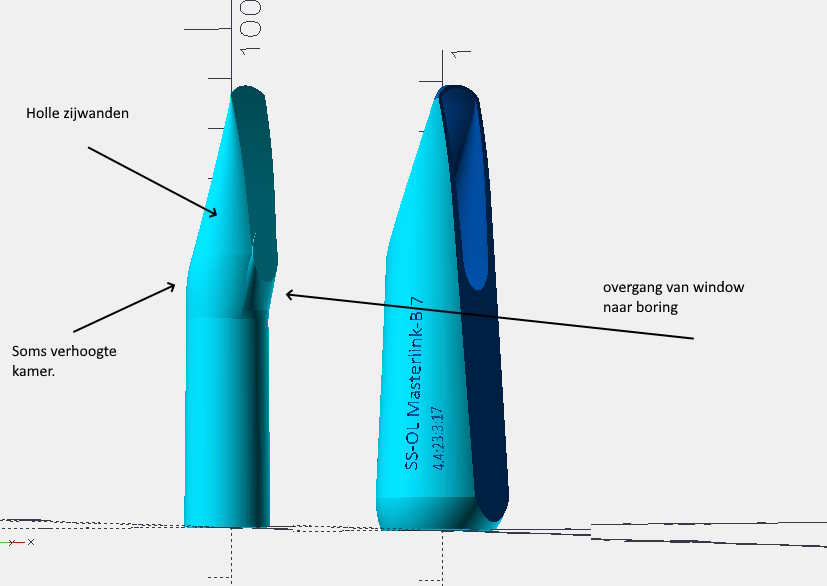
in de afbeelding hierboven is naast het mondstuk ook het inwendige afgebeeld.
De moeilijkheid zit hem op een paar punten.
- zoals hierboven uitgelegd zijn de zijwanden soms uitgehold.
- De overgang van kamer naar boring
- Om dat te frezen moet jhe het mondstuk kantelen onder een hoek van circa 20 graden. Dat kan in theorie met een vijfde as.
- sommige mondstukken hebben een verhoogde kamer.
- Als de kamer uitsteekt voorbij de boring dan is die ook niet te frezen via een lange frees door het gat van de boring. Dan moet ook met het mondstuk onder een complexe hoek door het gat in de tafel (de window) dit met een lange frees worden geraliseerd.
We hebben dus een 5e as nodig.
De 5e as
Bij de machine zit ook een systeem voor wat een vijfde as wordt genoemd.
Het principe is leuk. Het werkstuk kan in een klauwplaat worden geklemd die 360 graden rond kan draaien. Dat is hetzelfde principe als de 4e as. Die klauwplaat zelf zit ook weer op een andere as die ook rond kan draaien. Op die manier kun je een werkstuk onder allerlei hoeken plaatsen en in de gekste hoeken komen met een frees; in theorie dan.
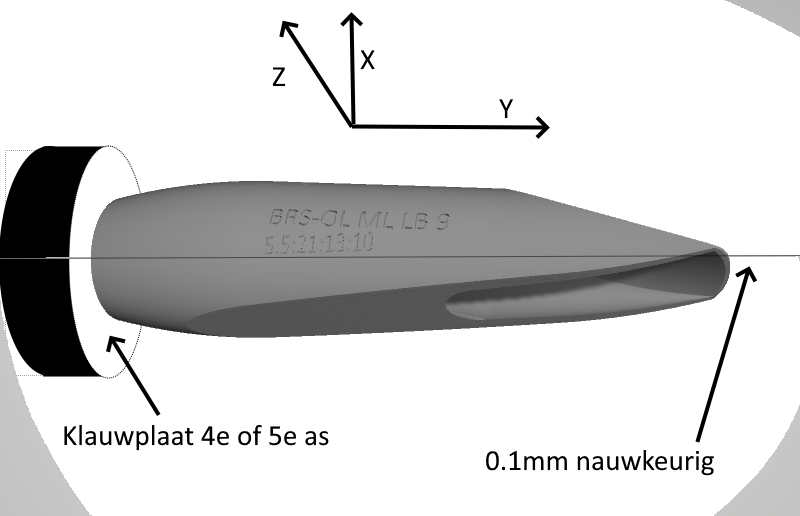
De nauwkeurigheid
Die compacte freesmachine lijkt dus van alle markten thuis. Maar kun je ook een mondstuk frezen met een nauwkeurigheid in de ordegrootte van 0.1mm,? Dat is de vraag.
Een 4e en 5e as met beperkingen
Er zijn een hele rij problemen die de toepassing van de 4e as en vooral de 5e as beperken:
- De klauwplaat is te klein
- De klauwplaat van de 4e as is klein en die van de 5e nog kleiner. Bij de 4e as kun je nog een centerpunt tegenover de klauwplaat gebruiken. Bij de 5e as is het werkstuk alleen in de klauwplaat gemonteeerd. De diepte waarin het werkstuk wordt geklemd is maar 10mm en dat is niet stabiel genoeg om onbeweeglijk te blijven zitten onder de invloed van de krachten van een frees en het is heel moeilijk een werkstuk met 0.1mm nauwkeurigheid uit te lijnen zonder centerpunt.
- Het grondvlak is niet goed uitgelijnd
- Dat grondvlak bestaat uit een aantal naast elkaar liggende aluminum profielen waarin langs sleuven zitten waarin bouten kunnen worden vastgezet waarin weer gereedschap kan worden geklemd. Je zou denken dat die profielen exact parallel lopen aan de Y-as. Dat bijkt niet zo te zijn. Er zit tussen de voor en achterzijde (die zo'n 300mm) uit elkaar liggend 3 a 4mm verschil! Voor een mondstuk wat maximaal 130mm lang is een nauwkeurigheid van 0.1 mm een vereiste.
- Er is een grondige verbouwing van de machine nodig om de vereiste nauwkeurigheid te bereiken.
- De vierde as en de centerpunt moeten zeer nauwkeurig ten opzichte van de X,Y en Z-as worden gepositioneerd.
-
- In theorie zouden bepaalde stukken gefreesd kunnen worden door het werkstuk in de 5e as onder een hoek van 60 graden onder de frees te draaien. Daarbij moet dan ook nog een gereedschap wisseling worden gedaan. Het lijkt niet te doen om de nauwkeurigheid van een werkstuk op een 0.1mm nauwkeurig te bepalen en dan een frees bij een onder een hoek gedraaid werkstuk goed te positioneren.
Een oplossing zou kunnen zijn om een nieuwe grondplaat in de machine te monteren en daar met de frees zelf nauwkeurige montage gaten in te frezen voor de vierde as.
Terug naar de derde as
Het liefst frees je een mondstuk uit een stuk. Maar dat lijkt met deze machine niet mogelijk.
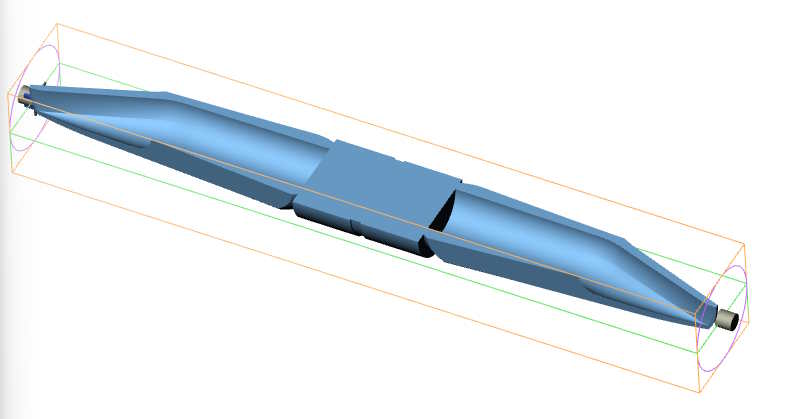
Een alternatief is om het werkstuk in twee delen te maken en die op elkaar te lijmen.
De eerste poging daartoe wordt uitgevoerd in hardhout.
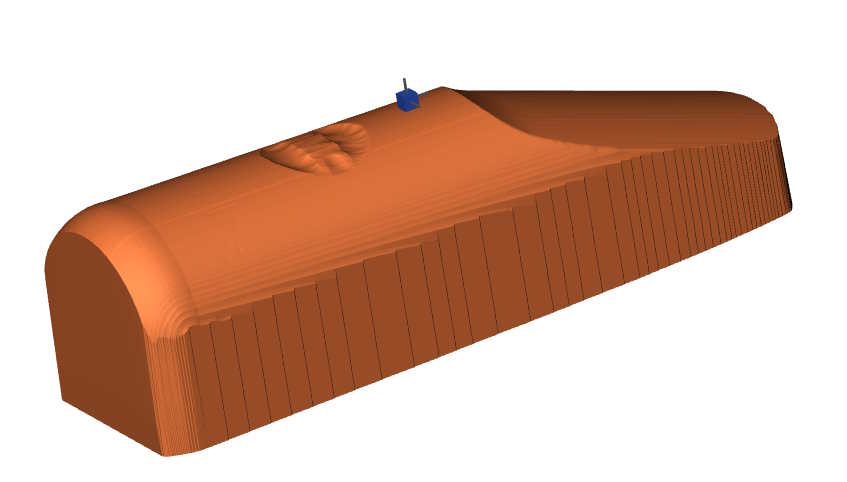
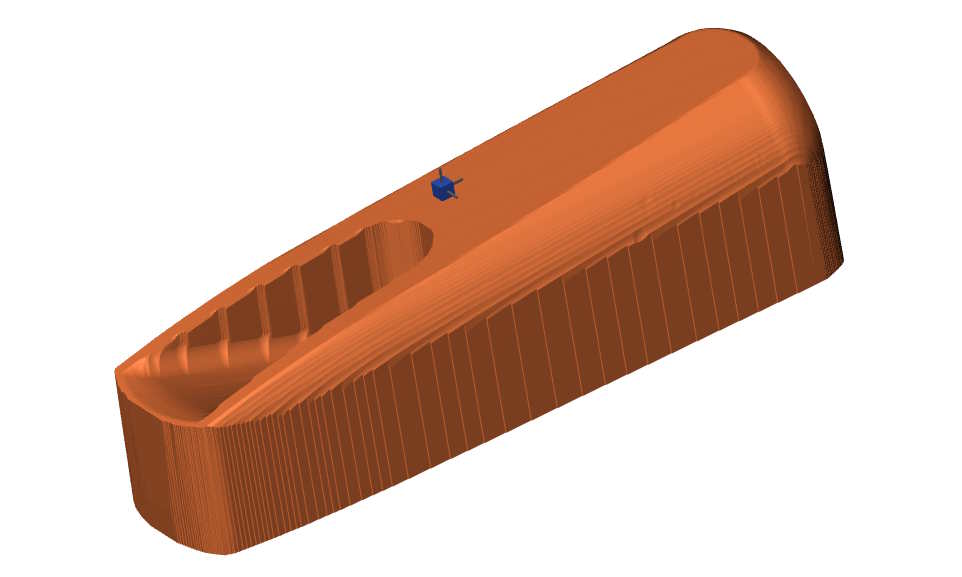
Van het mondstuk wordt een 3D model gemaakt van twee helften (zie bovenstaande afbeelding). Die helften kunnen in twee stappen worden gemaakt. Eerst worden de binnenzijde gemaakt waarbij in principe alle ingewikkelde holtes perfect zouden kunnen worden uitgefreesd. Vervolgens moet het werkstuk worden omgedraaid en kan de buitenkant worden gefreesd.
Om te garanderen dat het werkstuk exact op de goede positie ligt als het is omgedraaid zijn in het verlengde van de Y-as met X-0 drie gaten geboord vabn 3mm waarin metalen pennen worden geplaatst. Die worden na het draaien van het mondstuk op exact dezelfde positie geplaatst.
De eerste poging is niet helemaal geslaagd, maar de verwachting is dat het nog wel beter kan worden.
update 5-4-2026
Een nieuwe poging bestaat uit de volgende stappen:
- een nieuwe multiplex bodemplaat in de machine maken
- een exacte positionering van de 4e as en de centerpunt uitfrezen
- een nauwkeurig grondvlak voor het werkstuk uitfrezen van ca. 100 x 400mm
- een materiaalblok voorbereiden voor een bariton mondstuk
- het mondstuk meet 123 x 32mm
- het blok moet minimaal 2 x123 mm =246 mm lang zijn plus 2x 20mm voor bevestiging en 10mm tussenruimte = ca 300mm
- het blok vast schroeven op het grondvlak
- het blok vlakken met een frees tot een dikte van ca 17mm
- referentiegaten van rond 3 mm boren op
- X=0,, Y= 0 (dit is het exacte midden)
- X=0, Y =123+10mm
- X=0 , Y=-123-10mm
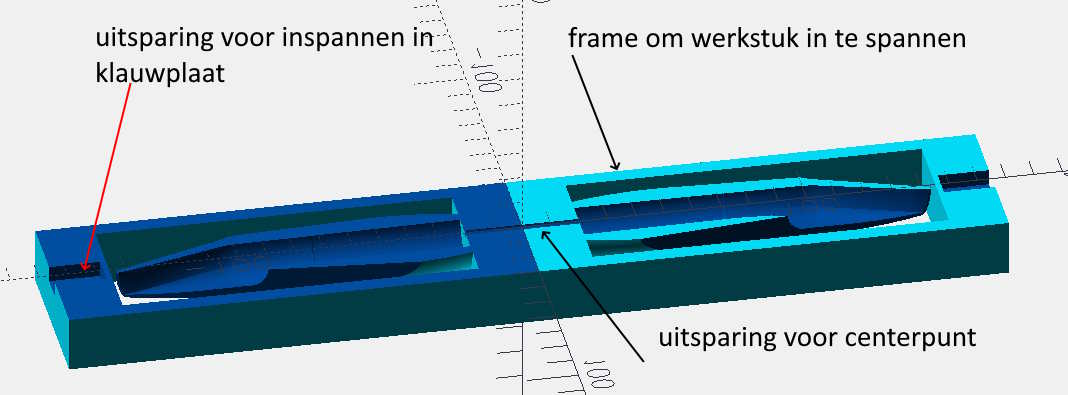
- in het midden een sleuf frezen voor een messing centerbusje
- aan de uiteinden een ruimte voor een koppeling met de klauw uitfrezen
- dit is een vierkante uitsparing waarin een messing onderdeel komt dat aan de onderkant driehoekig is zodat het zonder speling tussen de 3 klauwen van de klauwplaat past.
Het werkstuk ziet er dan als volgt uit:
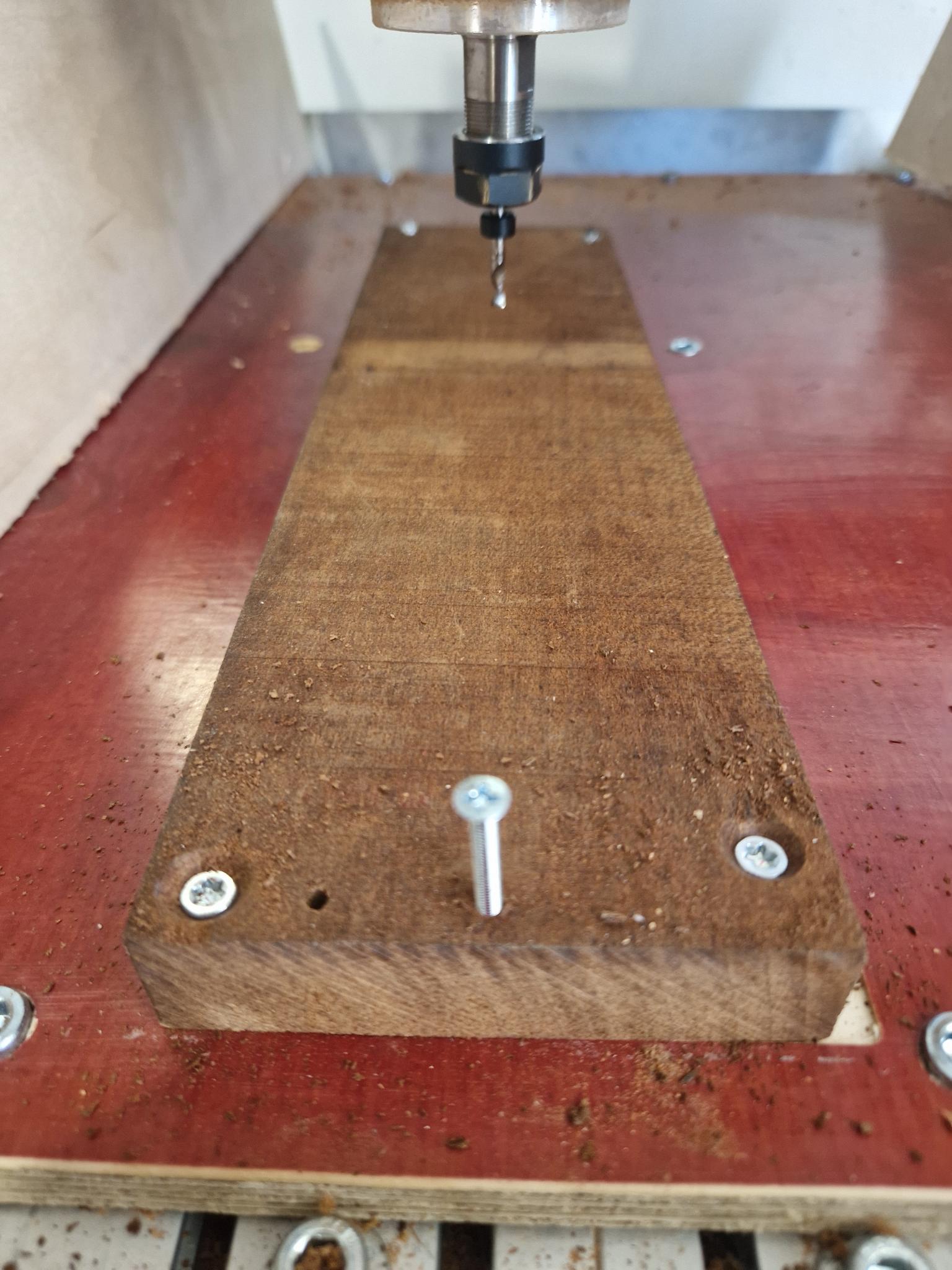
Werk in uitvoering
Hierboven is een nieuwe multiplex grondplaat gemonteerd. Het vlak voor de 4e as is al gefreesd. Dat is nu perfect in lijn met de X en Y-as.
De frees is net bezg met net nafrezen van het vlak waarop het materiaal wordt bevestigd voor het 3D frezen.
Hierop is een blok Accoya bevestigd. Dat is thermisch gemodificeerd hout van een bijzonder goede kwaliteit (geleverd door Foreco in Dalfsen).

Het materiaal wordt eerst gevlakt. Dat wordt ook met de frees gedaan (ja,ja de schroeven zijn nog verzonken). Maar dat is wel tijdrovend karwei. De frees beweegt wel rap van voor naar achteren (1200mm/minuut) maar voor een vlak oppervlak stapt de motor bij ieder gang steeds 0.2 mm naar links. Het duurt bijna anderhalf uur. Gelukkig hoef je er niet bij te blijven.

Vervolgens wordt voor twee helften de binnenkant van het mondstuk gefreesd. Dat gaat in twee slagen. Eerst grof voorfrezen met een rechte 4mm frees en daarna met een 3mm bolkopfrees de finishing touch. Het ziet er na ruim twee uur frezen we goed uit.
Dan wordt het materiaalblok omgedraaid. Om te zorgen dat het precies op de goede plek terecht komt boren we eerst twee 3mm gaten op posities x=0 en steken daar een 3mm pen door. Zo ligt het materiaal exact op de goede plek.

Vervolgens wordt de buitenzijde gefreesd. Ook dit gebeurt in twee slagen. Eerst grof voorfrezen met een vlakke 4mm frees en daarna met een 3mm bolkop frees.
Daarna worden de twee helften uitgesneden en op elkaar gelijmd.
Het valt op hoe licht het hout is. Het mondstuk weegt een stuk minder dan een kunstsstof mondstuk of een geprint mondstuk.
De shank wordt verstevigd met een messing bus. Dat is we verstandig want het hout blijkt wel snel te splinteren en te barsten. Dus de krachten van een strak zittende nek worden zo goed opgevangen.
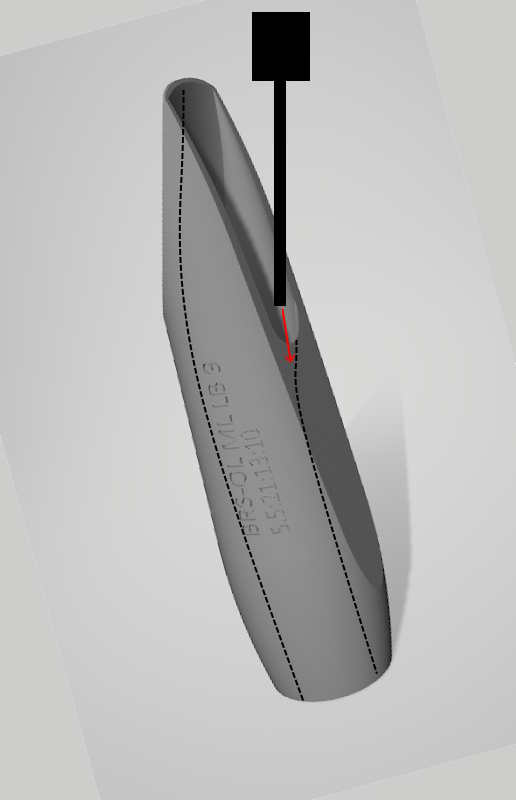
Hieronder foto's van een nog ruw mondstuk. Het moet eigenlijk nogverder worden afgewerkt, geolied en moet het liefst ook nog van een logo en een type aanduiding worden voorzien.
Alles bij elkaar was het een leerzaam traject en ziet het er op het eerste gezicht wel mooi uit, maar toch is frezen met deze methode en het hout niet geschikt voor productie:
- de productie van een mondstuk kost bij elkaar een dag werk
- de nauwkeurigheid van de gebruikte methode is onvoldoende.
- Er is nog veel nabewerking nodig om het mondstuk speelbaar te maken
- Het frezen produceert veel (fijn)stof. Ondanks dat het hout niet toxisch is voelt het niet erg gezond.
- Door de afwijkingen bij de productie benadert dit mondstuk niet de verwachtte speelbaarheid.
update 7 4 2026
vandaag het mondstuk nog wat opgeknapt en getest. Nou dat viel erg mee. Binnenkort toch nog eens een poging doen met wat andere parameters voor de buitenkant zodat het wat zwaarder wordt.
